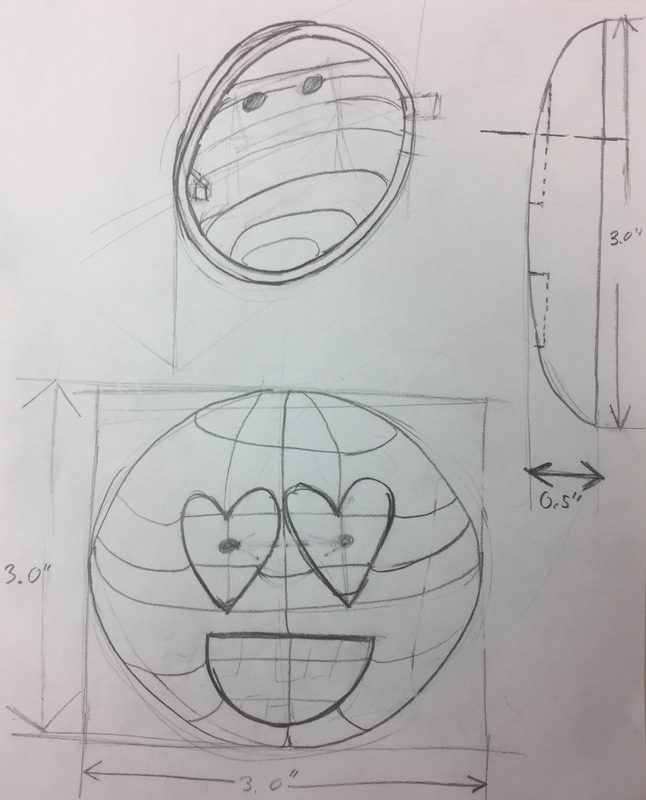
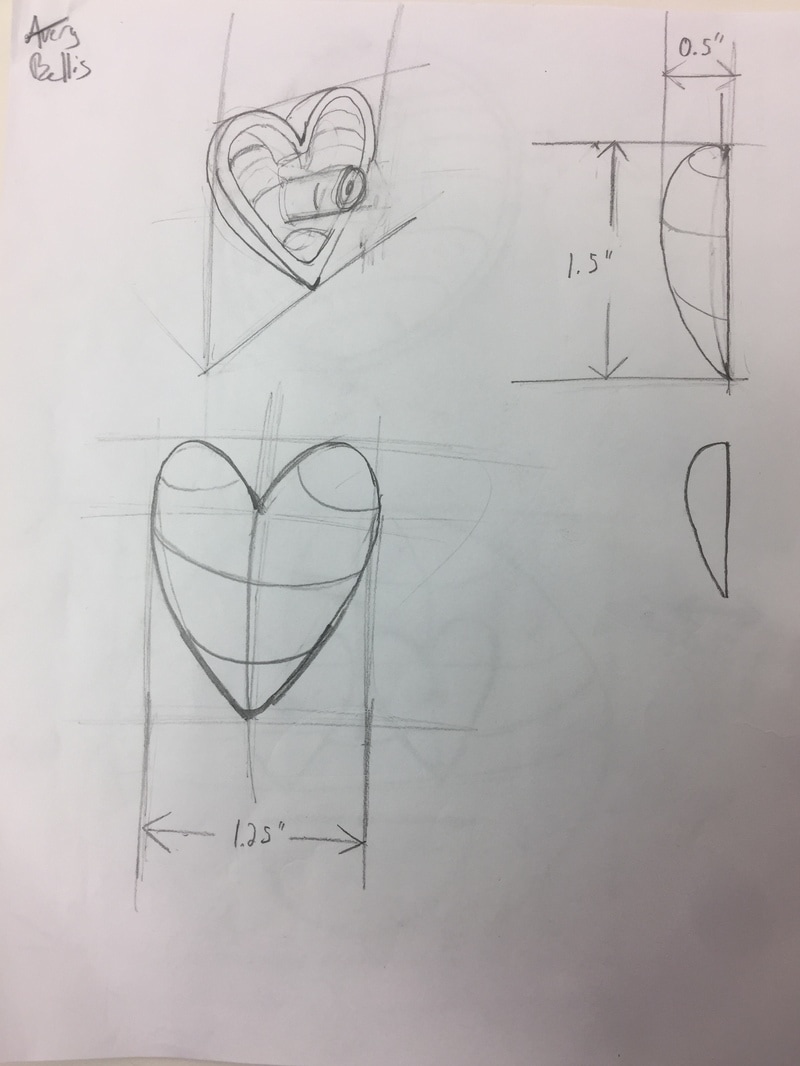
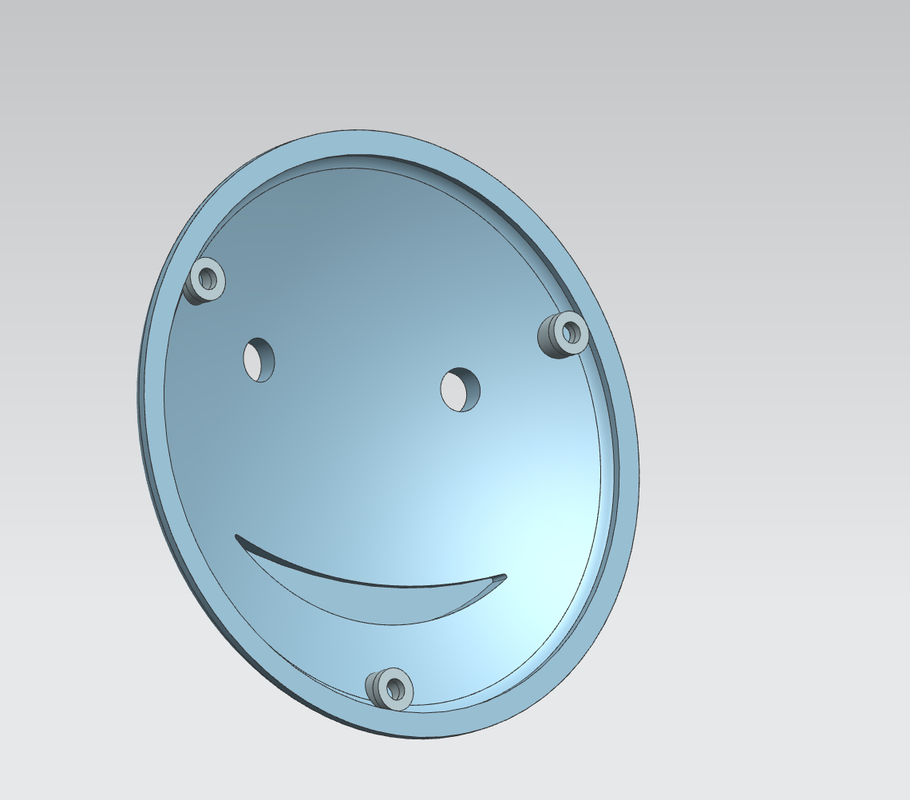
Conceptualizing:
The first step we took was to sketch out what it might look like as injection molded parts.
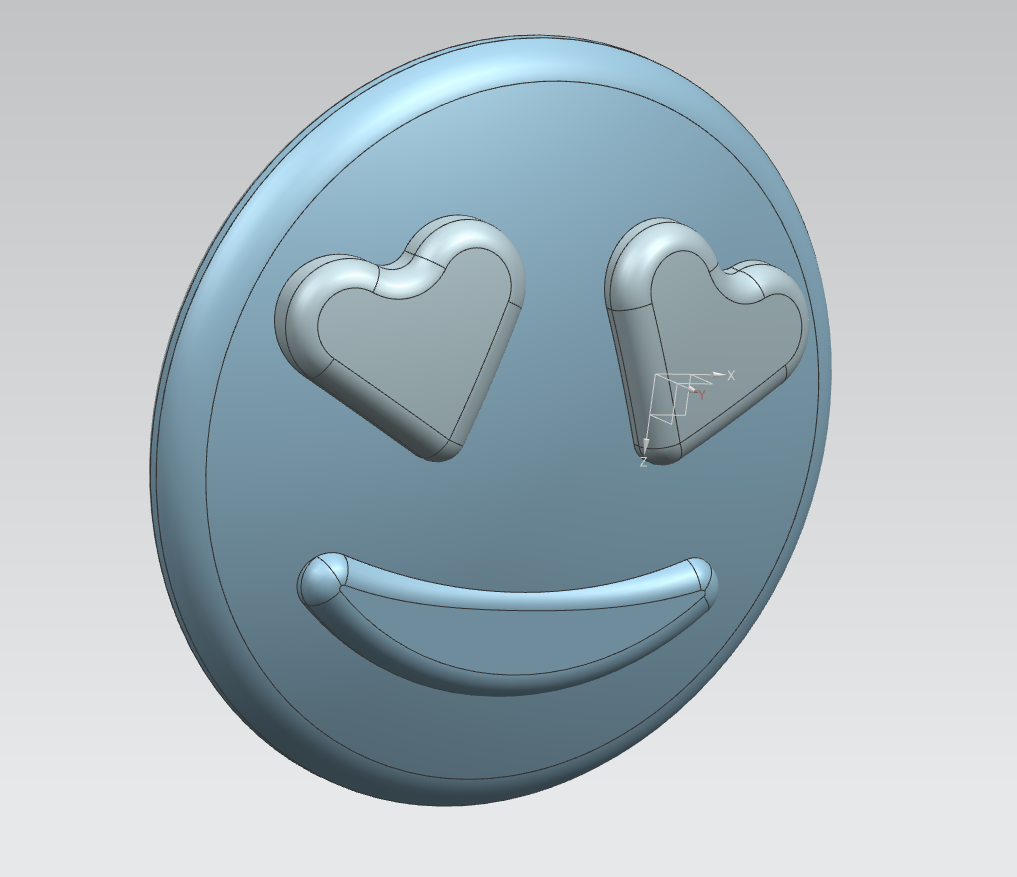
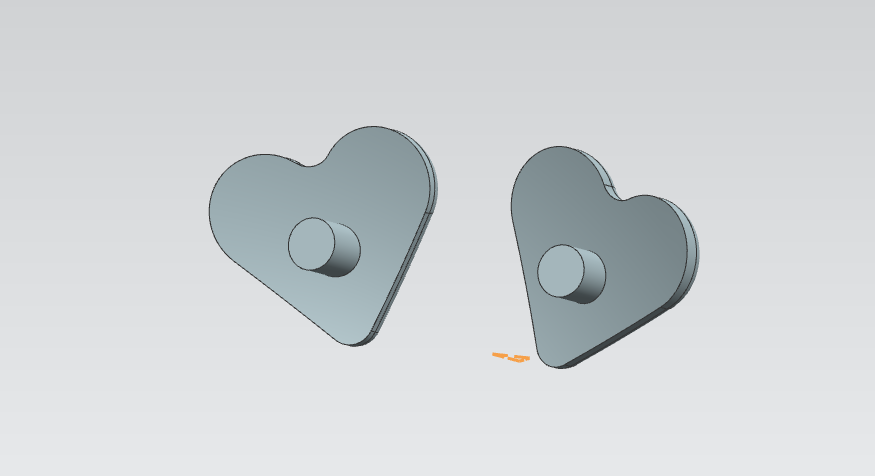
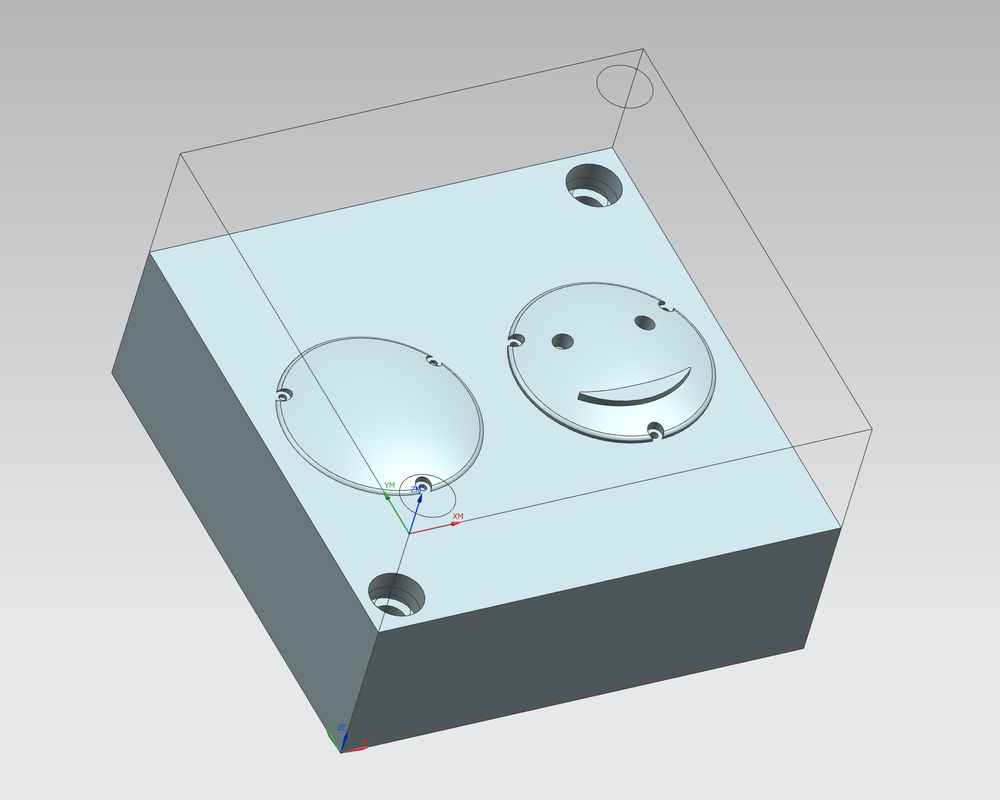
Modeling:
Next, we used NX to model all of the parts, and their respective core and cavity aluminum molds
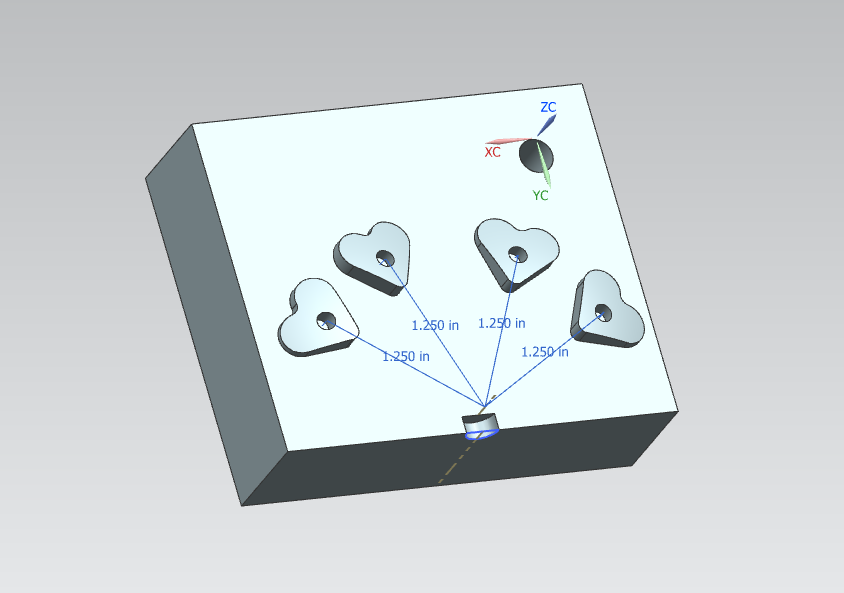
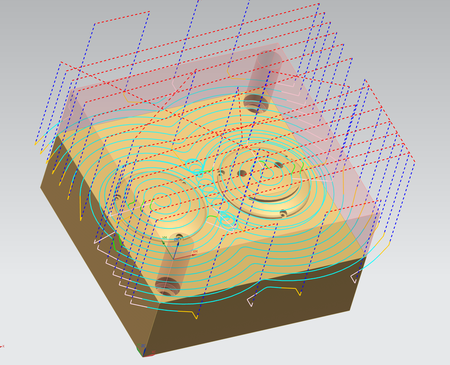
Tools and Paths:
We then needed to determine the machining tools we would use and their tool paths
|
 |
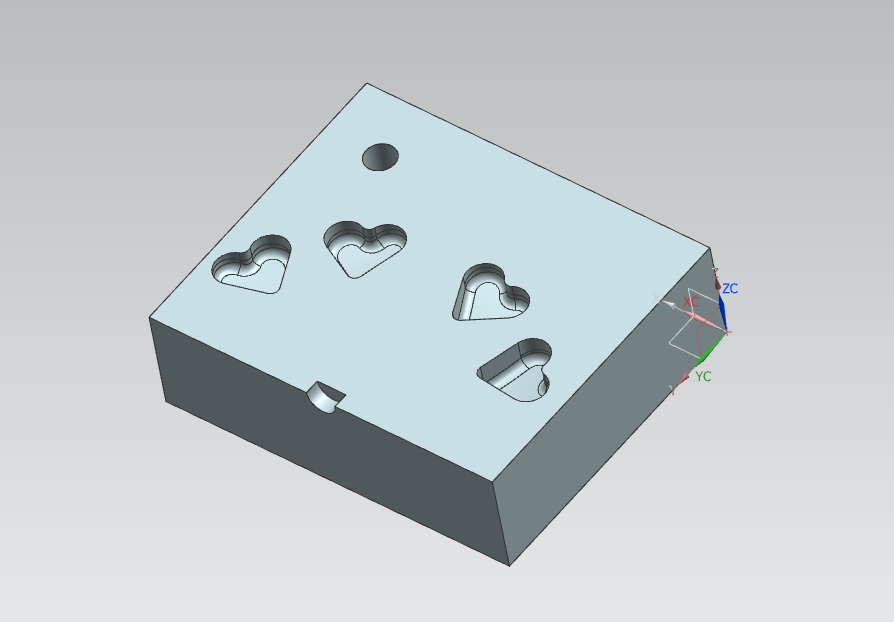
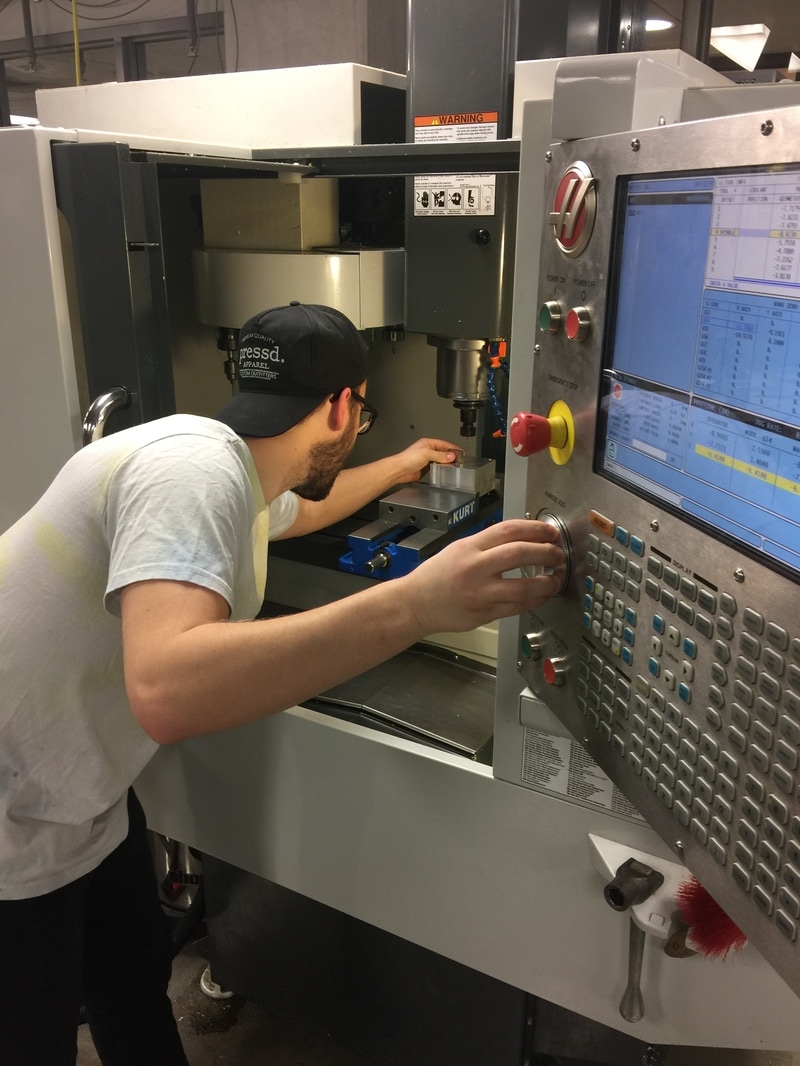
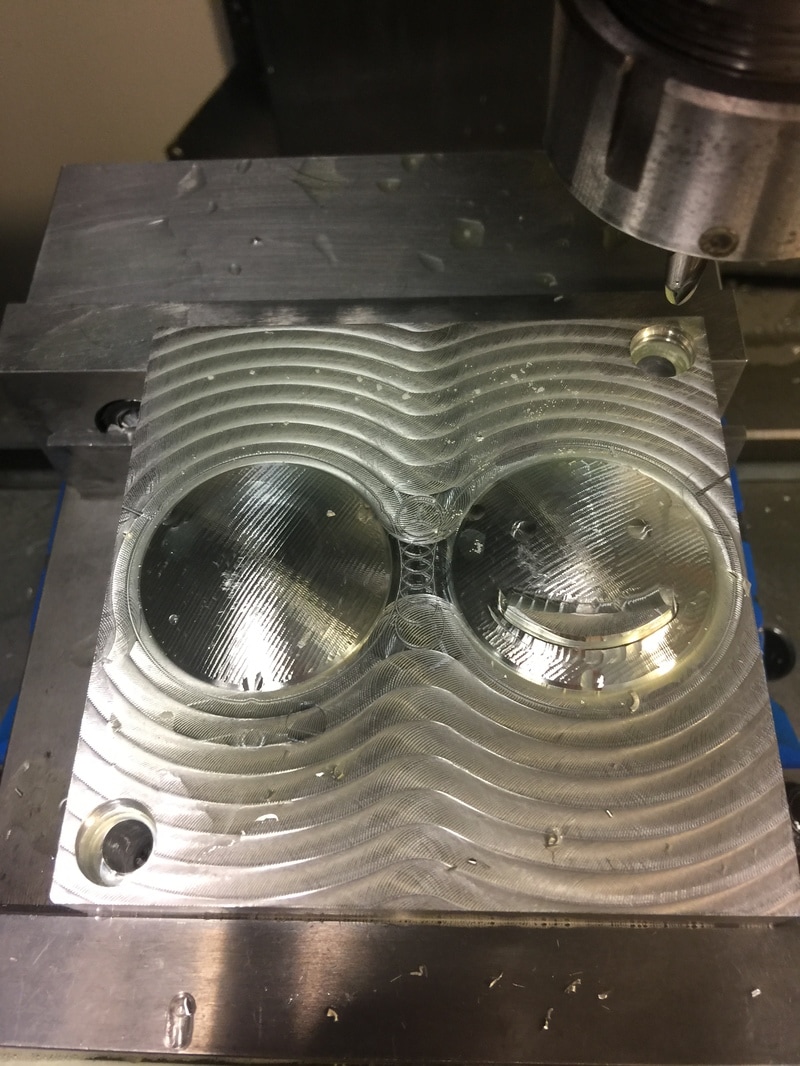
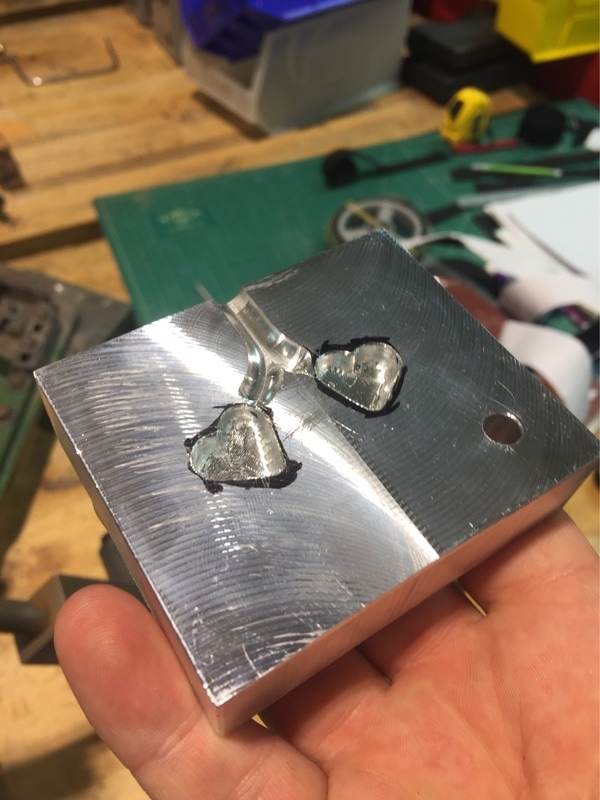
Machining:
After completing all the computer work it was time to get in the shop and actually make our heart eye emoji molds



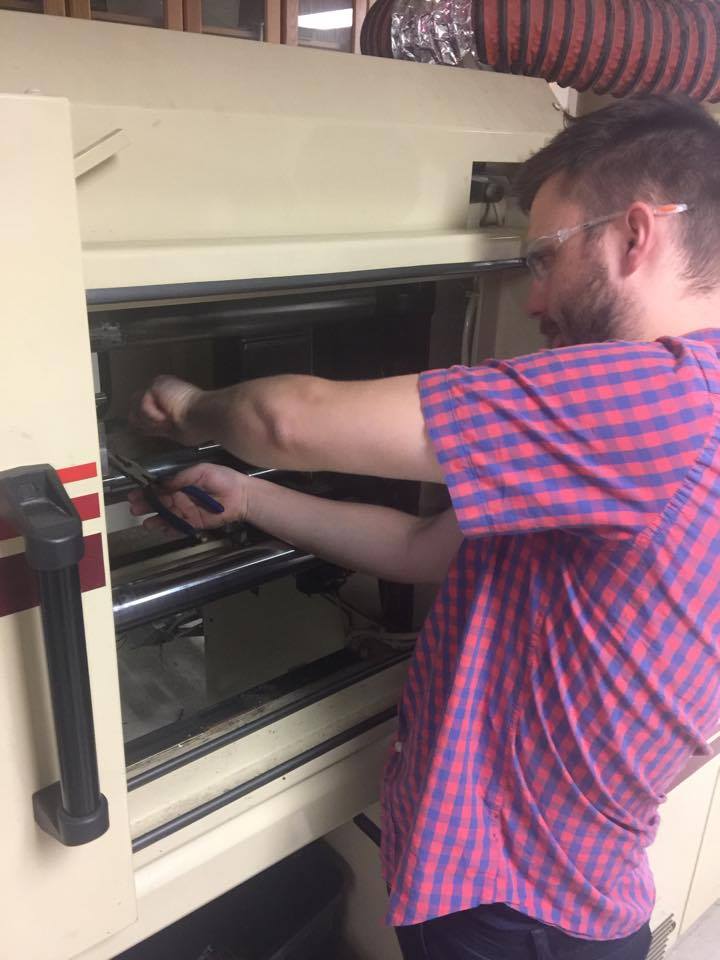
Manufacturing:
We produced over 100 complete toys using one industrial sized and one small injection molding machine. We measured a dimension of each parts to perform a control analysis.
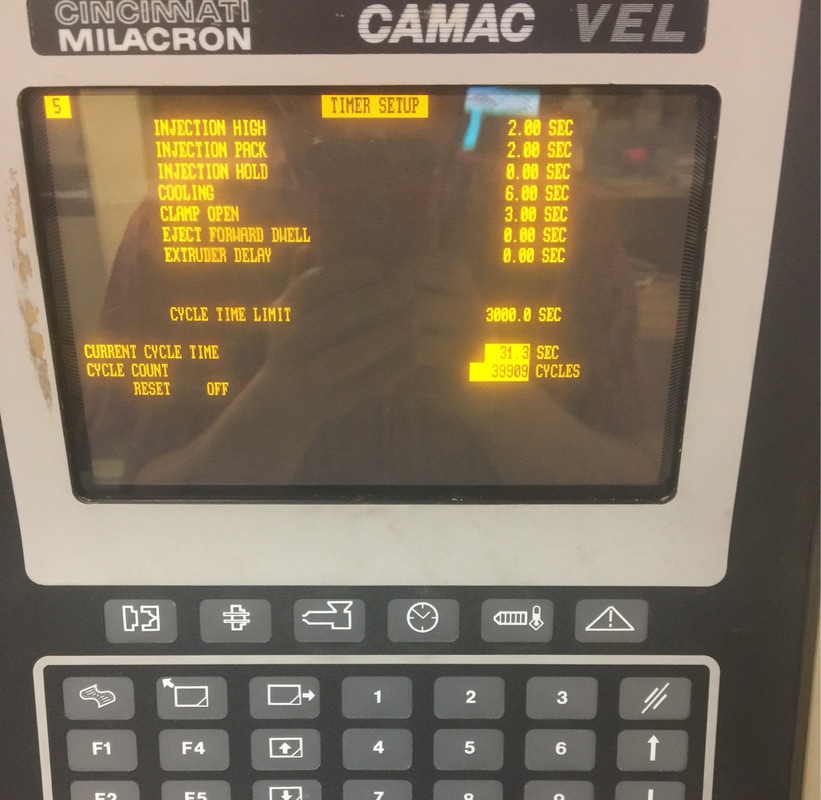





Measuring:
The diameter of the peg on the back of the emoji's right eye was a recorded control measure as we adjusted machine parameters.

We measured 100 consecutive parts. We adjusted the cooling time from 6 seconds to 3 seconds for parts 51-75 and returned it to 6 seconds for parts 76-100. The average diameter went from 0.185" to 0.181" and back to 0.185" respectively.
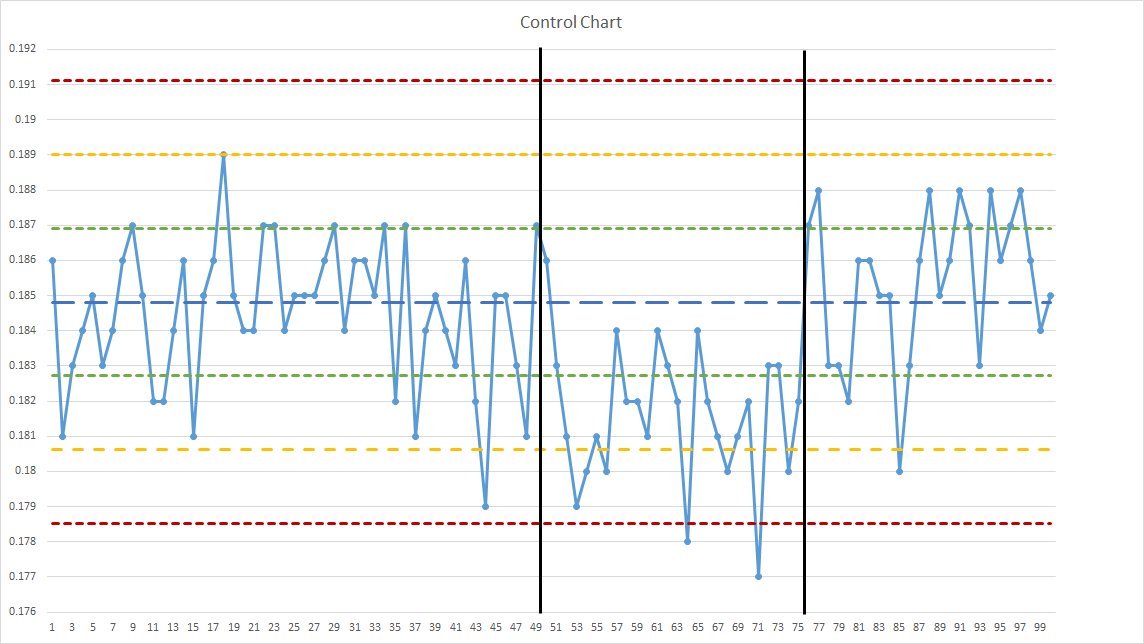
We were able to drive the production out of control by changing the cooling time.